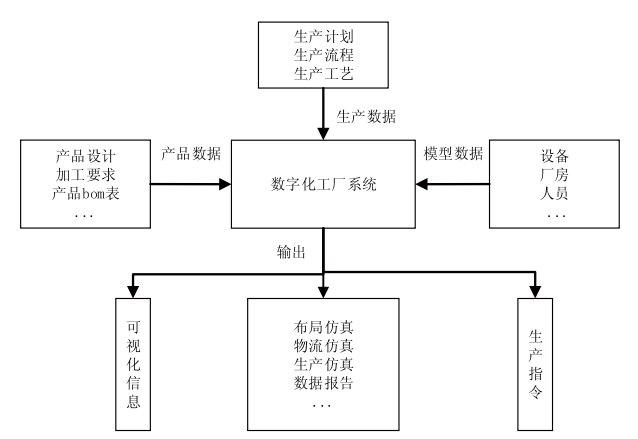
随着计算机模拟仿真技术和数字信息技术的不断发展,目前很多大型制造企业都开始了自家的数字化工厂建设,如西门子公司,数字化工厂技术在未来制造行业中应用会越来越普遍。数字化工厂是通过采集制造企业的生产数据,运用仿真技术对包括产品设计、产品制造以及产品配送等在内的所有阶段进行模拟生产规划和优化,并深入到产品全生命周期的一种新型组织形式,它是计算机虚拟制造技术和现代工业信息化相融合的产物。数字化工厂借助三维模型、模拟仿真系统、大数据应用平台等现代信息技术,借助实际数据为基础,可视化手段,虚拟模型为支撑,进行系统规划建设和生产运营的一个过程。数字化工厂根据研究的角度不同有广义和狭义的两种概念。广义上的数字化工厂指的是以参与组织产品制造运输再到提供产品服务的企业为核心,把所有产业链上相关成员的信息进行数字化,实现以企业为中心的虚拟制造系统。狭义的数字化工厂指的是采集制造企业生产过程中的实际生产工艺和实际生产数据,放入到计算机仿真系统中,通过模拟产品的生产过程分析存在的问题进而优化处理的生产方式。本文研究的对象为某制造企业的生产流水线,所以涉及研究属于狭义层面的数字化工厂。数字化工厂是制造企业数字集成化的应用平台,它的最终成果表现是一套完善可靠的数字化管理系统。数字化工厂包括了工厂规划与布局,产品导入管理信息系统等内容,它同时也集合了众多信息,输入信息有产品信息,生产信息,模型信息等,输出信息有可视化信息,生产指令,模型的布局仿真,生产仿真等。它的结构如图1所示。
本文研究对象是某机电产品的生产流水线,它是一个离散事件系统,离散事件系统的仿真遵循以下流程:1)系统定义。在进行生产线建模之前将其作为一个整体系统进行定义,确定系统仿真活动的内容,仿真的目的,仿真的预期目标以及局限之处。2)数据准备。在进行仿真活动之前,需要采集实际生产线的生产数据和相关的物流数据,并将原始数据同时进行统计和分析处理,为后续仿真活动提供数据准备。3)模型构造。建立一个逻辑模型,该模型需要符合相关约束,要与实际要求相符合。4)仿真软件选择。Extend、Flexsim等是目前主流的几款仿真软件,有的软件适用于离散型系统仿真,有的适用于连续型系统仿真,且各款软件都有丰富的应用功能,选择时应该根据实际情况选用,本文选用仿真平台的是Flexsim软件。5)系统仿真模型建立。选择仿真软件后将已构建好的概念模型与软件平台相结合在模型中构建出初略的模型,并将其定义说明和进行初步验证。6)系统仿真运行。将之前采集好的数据和相应参数输入系统中,待仿真结束后收集报告。7)仿真结果分析。仿真结束后有的软件平台会生成综合报告,有的是模块的数据。获得数据结果后要进行数据筛选和统计然后进行分析。当仿真结果与实际情况偏差较大时,可通过调节设置参数重获得数据结果。A企业位于江苏省昆山市某工业园区内,公司制造基地占地面积超过4800平方米,拥有员工数量超过百人。A企业早期主要从事生产和销售电机产品,现已发展成为事集管状电机、欧式卷帘门窗、电动门和配件的研发制造以及维护服务为一体的高新技术型企业。A企业经过十多年的发展与壮大,形成了辐射长三角地区的销售和服务体系,并在国内电机配套生产领域有一定的影响力。该公司生产区域有备料、焊接、机加工、组装以及存储五种车间。本文研究的对象是组装车间内的CFDP1801型电机盒产品的组装流水线。
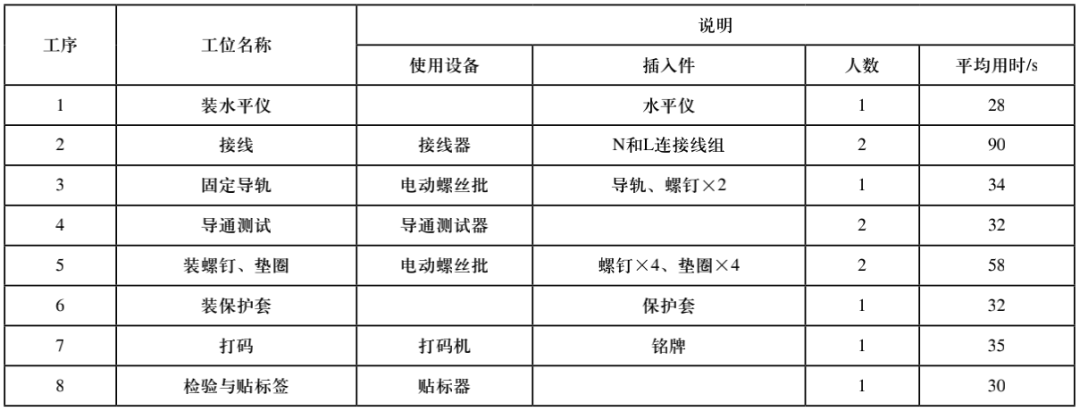
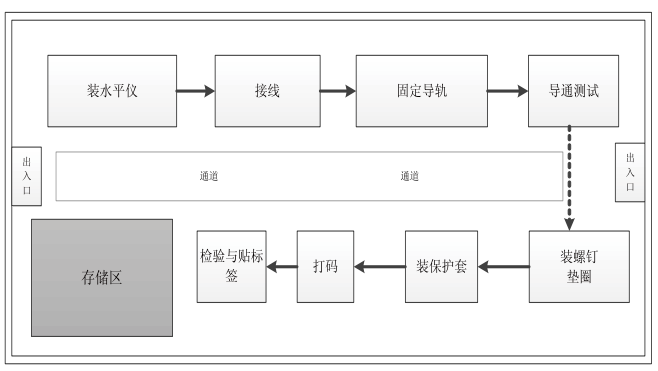
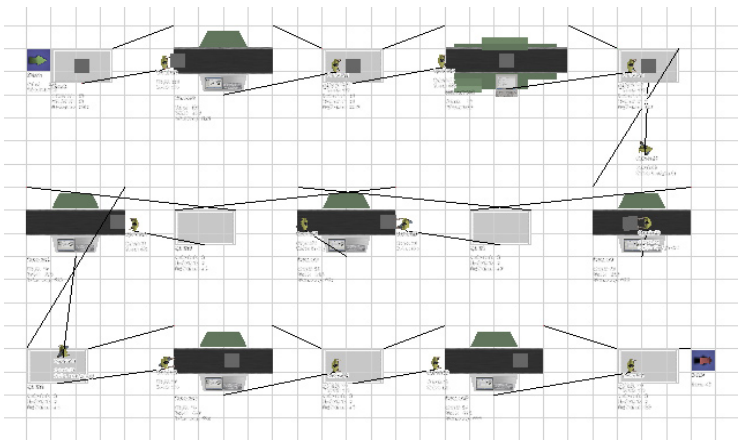
CFDP1801流水线主要用于CFDP1801型号的机电的装配,该转配线设有装水平仪、接线、固定导轨、导通测试、装螺钉和垫圈、装保护套、打码、检验与贴标签共有8个工位,各工位使用7个小传送带传送物品,传送带速度为0.2m/s,整条流水线操作工人11人,每日8小时工作时间,日生产量约640件。该流水线所处的车间布局情况如图2所示。
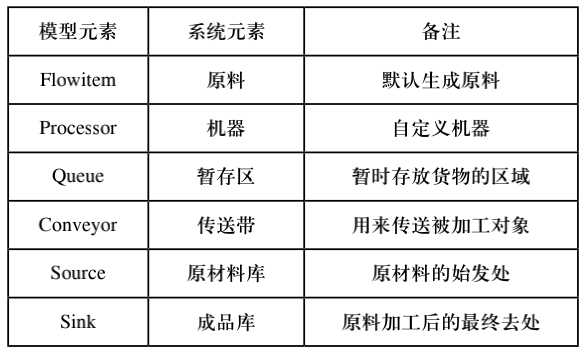
建立Flexsim模型首先对生产实体和模型进行定义说明,该仿真中的模型实体如表2所示。
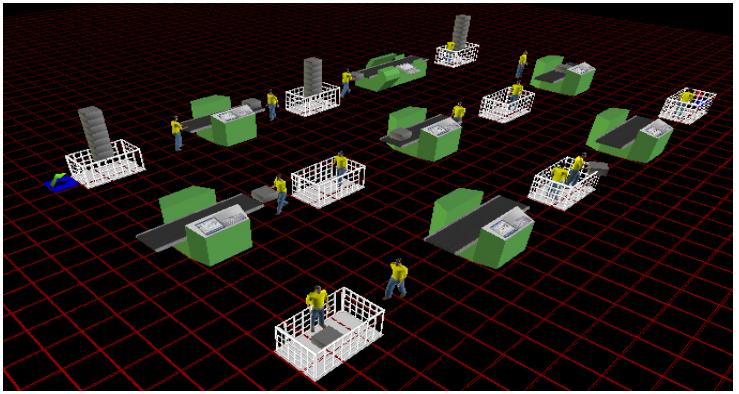
该车间流水线每日生产时间为8小时,考虑与实际生产时长相接近,本次仿真时间设定为连续一周7天共56小时,将表2产线的数据输入到参数中,运用Flexsim软件对其进行建模。图3为生产线模拟图。
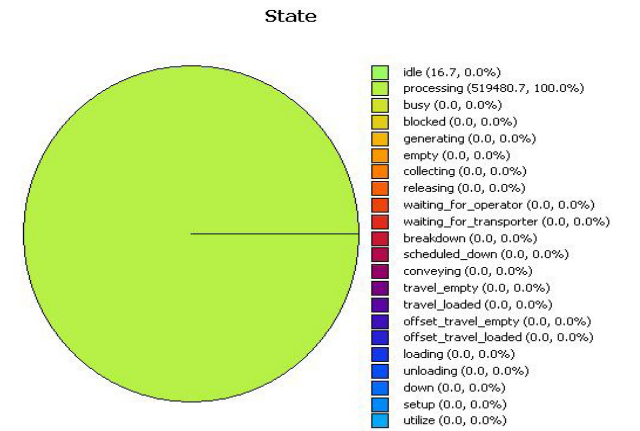
仿真运行结束后,通过每个模块Stat Report属性可获得每个工位的信息数据。统计信息及分析如下:1)工位2接线操作的设备模拟数据如图5所示,其设备运转率为100%,设备空闲率为0%。之前通过生产数据工序2的加工时间最长,模拟数据又显示了该工位最为忙碌,因此工位2是瓶颈工位。
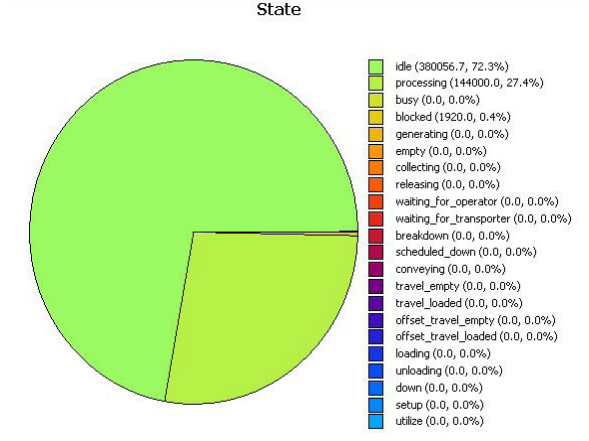
2)工位3固定导轨操作的设备模拟运行数据如图6所示,该设备的运转率为27.40%,设备空闲率为62.60%。造成该工位空闲率较大的原因是由于上工序是瓶颈工位,另外根据理论计算,工位3和工位2的工时之比的数值远大于工位3的运转率,因此该工位运转率较低的可能原因是工位2与工位三之间传送带的速度过快。3)工位4导通测试操作模拟生产的运转率为38.20%,设备空闲率为61.80%。对比上工位设备27.40%的运转率,说明该工位有较多空闲时间,查找该工位的生产数据该工位配有两名工人,则该工位配置工人过多,或者工位3和工位4之间的输送带速度过快。4)工位5装螺钉、垫圈操作的设备模拟运行数据如图7所示,该设备的运转率为64.5%,设备空闲率为35.5%。由于上工位的运转率较低,且人员配置较多,在对比工位4和工位5的人均工时,该工位的运转率处于正常范围内。
5)工位6、工位7以及工位8三个工位的单位工时和人员配置和工位5都相近,该三个工位的运转率处于合理范围内。1)改进建议。通过对上述数据的分析,提出以下优化建议:(1)工位2接线操作为瓶颈工位,该工位现实中的处理速率已最大,可以考虑通过增加一个操作人员(设备)来平衡生产线;(2)减小工位2和工位3之间的传送带速度,提高工位3的设备运转率;(3)工位4上的操作人员由2名减少到1名,同时减慢工位3和工位4之间的输送带速度;(4)调整部分传动带传送速度;2)优化后效果。将上述修改后的数据和参数重新输入到Flexsim软件中,仿真时间依旧设定为连续一周7天共计56小时。通过对改进后的模型数据进行分析可得:优化后的模型中所有设备的运转效率都在80%以上,改善后的日均产品的总产量约为820件,较改善前的日产量提高了近28%。本文运用数字化工厂模拟仿真的思路,对A企业某产品流水生产线进行了生产模拟仿真。通过分析模拟生产获得的数据并根据企业实际情况提出了改善建议,通过对比改善后的模拟仿真数据,发现该生产线的拥堵情况有较明显改善,改进后的生产线日产量提高到了820件,较改善前提高了近28%,为企业带来了较好的预期经济效益。由此说明,通过数字化工厂模拟仿真的方法既便捷又科学,对制造企业改进生产情况有很大的帮助。来源:原文刊载于《制造业自动化》2019年第2期 作者:宋云鹏 孙海龙 向雷 王月
声明:本文系转载,旨在分享,版权归原作者所有,内容为原作者个人观点,并不代表本网赞同其观点和对其真实性负责。如涉及作品版权问题,请与我们联系,我们将在第一时间删除内容!
